<アコヤ真珠のキズ>
1.クレームの内容
8.5~9.0ミリのアコヤ真珠チョーカーです。6年前に購入しました。最近結婚式で着用しようと、久しぶりにケースから取り出すと、色は変わっており、当初は無かったキズが沢山出ているというクレームです。この原因について調査をお願いします(某デパート)。
2.診断結果
(1)形態観察
ネックレスの構成真珠46ピースすべてについてレントゲン透視を行いました。まき厚は平均0.3ミリです。8.5ミリ径の真珠としては薄まきの範疇に入りますが、この場合のキズの発生とは直接の因果関係は無いと思います。
ほとんどすべての真珠に加工キズが観察されます。これは“すぽっと”に典型化される微小空隙(図1の黒枠矢印)、“白キズ”に代表される層間剝離(図2,3の黒矢印)、それらの発達による一層の顕在化である、ひび、亀裂、陥没、白濁化(図4,5の白矢印)に分類されます。

図1


図2 図3


図4 図5
(2)原因分析
購入から6年の時間経過で、より顕在化したことはあるにしても、加工工程で発生した加工キズ真珠を商品化したところに最大の原因があります。従来から「習熟者の”目“でしかわからないような軽微な加工キズでも、商品化してはいけない」といわれているがこの業界内の不文律は、こういう事例を見ていかに正しい慣例であるかが立証されます。
3.分析ノート:加工キズについて
真珠の加工キズ、その形態、構造について
「真珠メンテナンス論序説」(真珠科学研究所1999年刊)より
真珠のキズは、形成過程で発生する先天的なキズと、浜揚げ後の加工時、主として漂白工程において後天的に発生する加工キズとに大別される。この“加工キズ”については、真珠層の脆弱化の1つのバロメーターとみなし輸出検査においても厳しくチェックされ、不合格の対象となる。
今回は”加工キズ“を形態的に分類し、その構造や発生メカニズムについて考究した。
◎加工キズの分類
加工時に多発するキズを次の4つに分類し、形状を(図6)に示した。
① うろこ
② ひび
③ 白濁
④ スポット
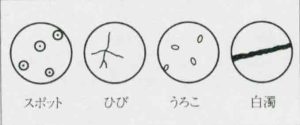
図6
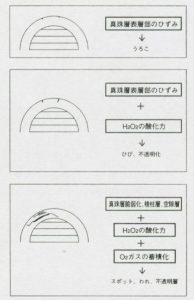
図7
◎キズの発生部の表面ならびに断面観察結果
①うろこ
うろこのリング状周縁部は、表層部※1わずか20ミクロンが垂直方向に損傷。うろこの中心部は 隆起して内部に空隙発生。
②ひび
表面から約250ミクロンの中層部まで垂直方向に真珠層の崩壊が進行。稜柱層の発達した真珠では、稜柱部分のわれが真珠層へと伝播。
③白濁
真珠層断面に幾重にも微小な空隙発生。表面付近には結晶間タンパク質の風化を認む。
④スポット
真珠層の一部が隆起し、弓型の空隙が発生。隆起部は真珠層の崩壊が顕著。
◎加工キズ生成実験
膨潤・収縮のくり返しで、うろこが多発した。一方、アルコール系漂白から水系漂白への切り替えによって、スポットが発生した。いずれの加工キズも、薄まきや稜柱層の発達した珠で発生しやすい傾向があった。また、硬度測定からスポットや重度の白濁部分では、硬度が著しく低下し、真珠層の脆弱化を示す結果を得た。
◎加工キズの発生メカニズム
上記の結果から加工キズの発生メカニズムを推察し、(図7)に示した。
いずれも真珠形成層に潜在していた構造上の矛盾、すなわち、ひずみ、脆弱化、薄巻き、稜柱層の発達などが、漂白工程で用いられる過酸化水素(H2O2)の酸化力によって加工キズへと誘引されるものと結論した。
まとめ
・アコヤ真珠の加工キズは、真珠層表層部のひずみが原因となる。
・漂白工程で使用される過酸化水素は真珠層表層分のひずみを増幅し、加工キズの精製を助長する場合がある。
・過酸化水素の分解時に発生する酸素ガスは、真珠形成層の空隙に滞留し蓄積化して深刻な加工キズへと進展する。
・薄まき珠や稜柱層の発達した珠などは、真珠自体の構造から加工キズが発生しやすい傾向がある。
・加工キズの精製箇所は硬度が低下し、著しく脆弱化している。
※1 小松博1989:真珠層に発生する軽微な劣化現象である“うろこ”の成因と対策、宝石学会誌、14,3-11
4.予防策と修復について
予防策については仕入れ時に「光透過法」、「サーチライト法」などで事前チェックをすることしかありません。
また修復については不可能と考えるべきです。
※図は当時のまま
