加工キズは、真珠の加工工程で発生、または顕著化するキズを指す。今回、今まで発表してきた真珠の加工キズについて構造観察、加速試験後のサンプル観察結果、そして今後の検討課題をまとめ発表した。
加工キズの確認方法として、強い光を当てるサーチライト法を用いた。
1.構造観察
①スポット
典型的なスポットは1mm程度の白色不透明の斑紋状で中央にひびがある(図1)。スポット中央で切断し薄片化した試料を透過型顕微鏡で拡大観察(図2)すると、表面から数10μmに黒いラインの不透過層があり、電子顕微鏡でさらに拡大(図3)すると異質層とわれが確認できた。スポットの外輪部に当たる箇所の断面は黒く不透過層となっているが、電子顕微鏡では特徴が確認できなかった。

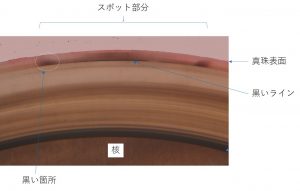
図1 スポット 図2 スポット部断面薄片
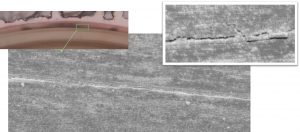
図3 スポット断面黒色ライン部の電子顕微鏡画像
②ひび
表面に細かいひび(図4)がある試料断面の薄片(図5)を観察すると、表面近くから折れ曲がりながら伸びている黒い線が数多く確認できる。ひびは、電子顕微鏡での拡大観察では確認できなかった。
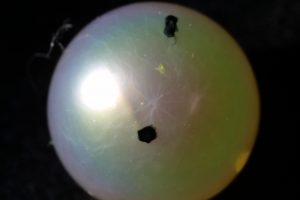
図4 ひび

図5 ひび断面
③帯状白濁層
帯状に白色の不透明層がある真珠(図6)で、浜揚げ珠でも見られるが、加工工程で顕著化する場合もあり、加工キズに分類されることもある。断面では、不透明層の箇所は真珠層に周期的に異質層やわれが存在している。この異質層等の量により、浜揚げ時には確認できないが、加工で顕著化する真珠があると推定される。
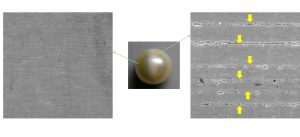
図6 帯状白濁層真珠(中央)と正常部(左)と白濁部(右)の真珠層電子顕微鏡画像
④その他
浜揚げ時に見られ、加工キズとしては扱われないが、同じような現象として白い不透明層(図7)のいわゆる白キズがある。断面の薄片を透過光で観察すると、様々な深さに黒い箇所が見られ、電子顕微鏡観察では、加工キズで観察された試料よりも異質層が多量であった。
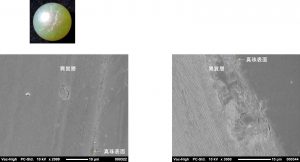
図7 白キズ(上)と表層部真珠層の電子顕微鏡画像
2.加速試験
加速試験は、「JIS C 0027」を参考に、5℃(冷蔵庫)70℃(恒温槽)に試料を交互に入れて行った。2019年に行った試験では、30サイクルで加工キズがサーチライト法でやや明瞭になった程度だが、100サイクルでは通常光、目視で観察できるようになった(図8)。また、2009年に分析したひびの試料は、はがれが発生していた(図9)。
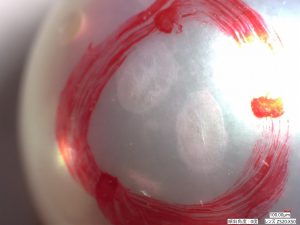
図8 2019年加速試験を実施した試料の2021年2月現在
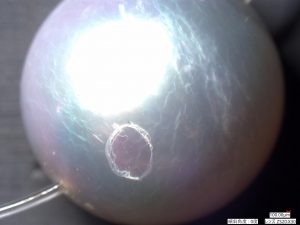
図9 2009年観察ひびのある真珠の2021年2月現在
3.考察とまとめ
加工キズの発生する箇所には、異質層が多く観察される。追加実験として、白キズの真珠を漂白したところ、4個中2個にスポットが発生し、発生率はかなり高い。白キズの要因である異質層が多く存在し、このことからも加工キズの発生には異質層の存在が大きな影響があると推定できる。
今後は、観察方法、加速試験の方法の検討に加え、どの程度の異質層が加工キズ発生に影響するのかなど、課題として進めていく予定である。
